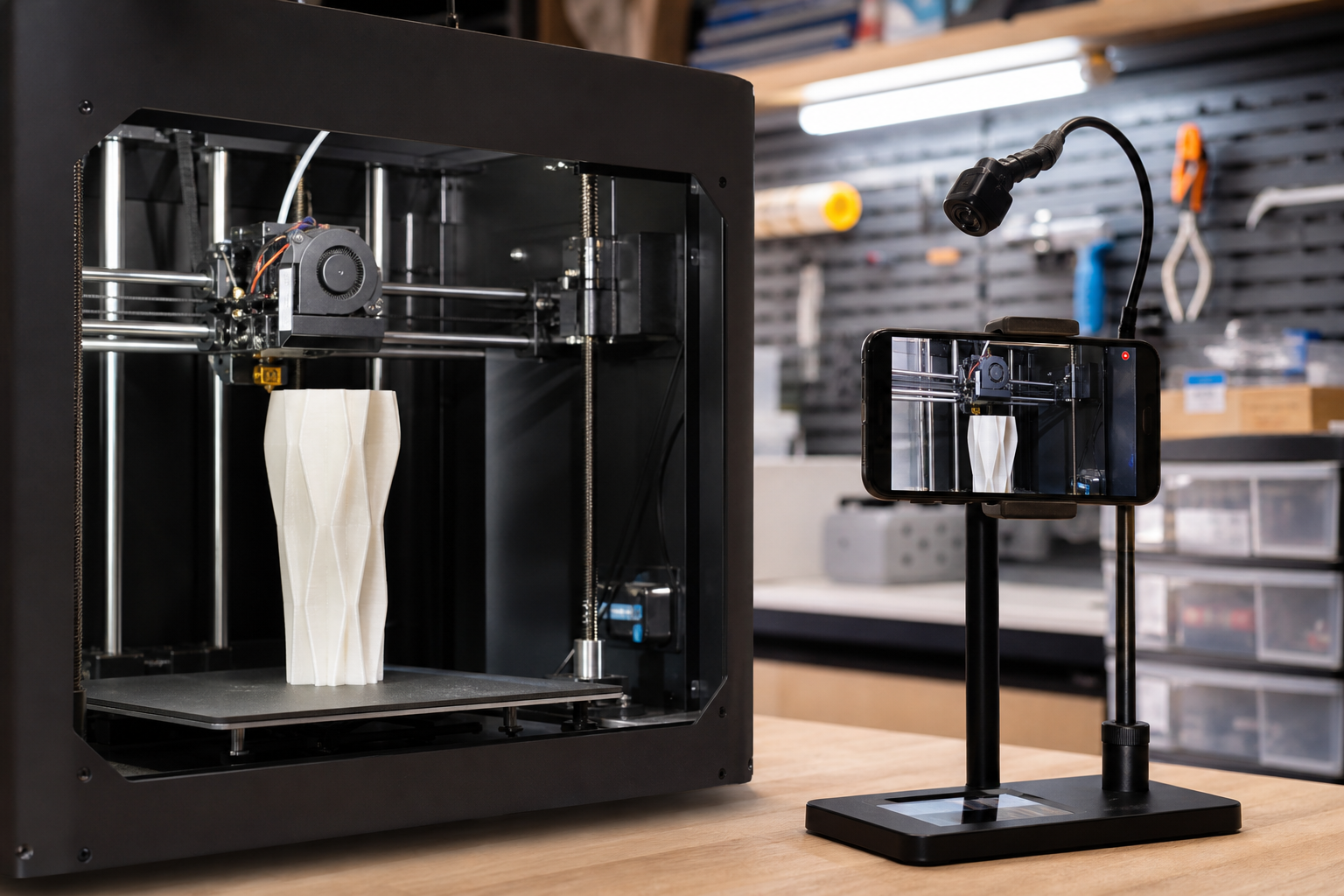
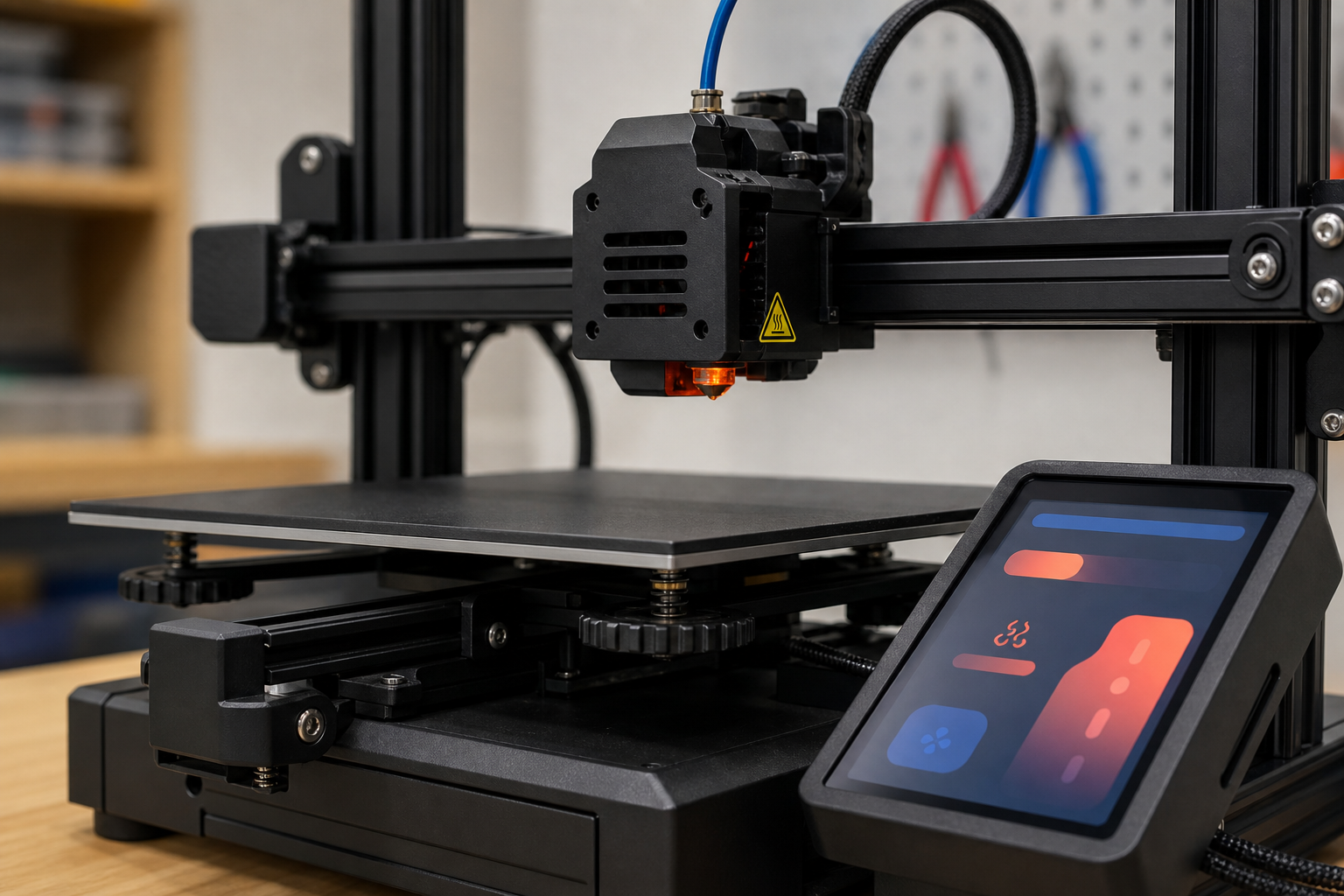
3D 프린터 플레이트을 찾는 분이 가장 먼저 구분해야 할 기준부터 실제 순서까지 정리했습니다. 3D 프린터 플레이트는 첫 레이어 접착을 좌우하는 부품입니다. 노즐이나 온도만 바꿔도 해결되지 않는 실패는 플레이트 표면 상태를 먼저 봐야 합니다.
읽는 시간 약 7분 · 가이드: 판단 기준 · 실행 순서 · 구매와 보관
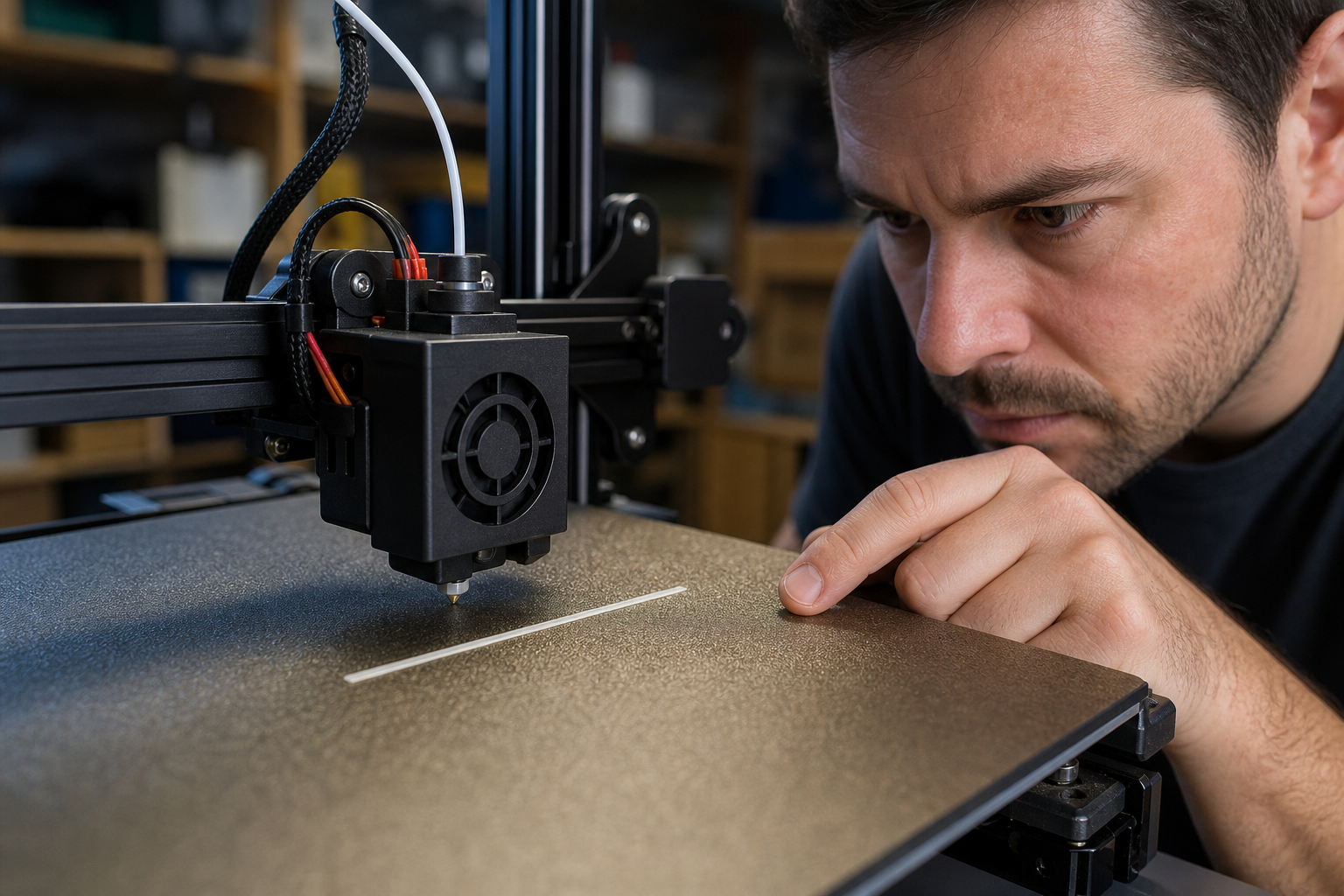
3D 프린터 플레이트 문제 정의: 먼저 기준을 세워야 하는 이유
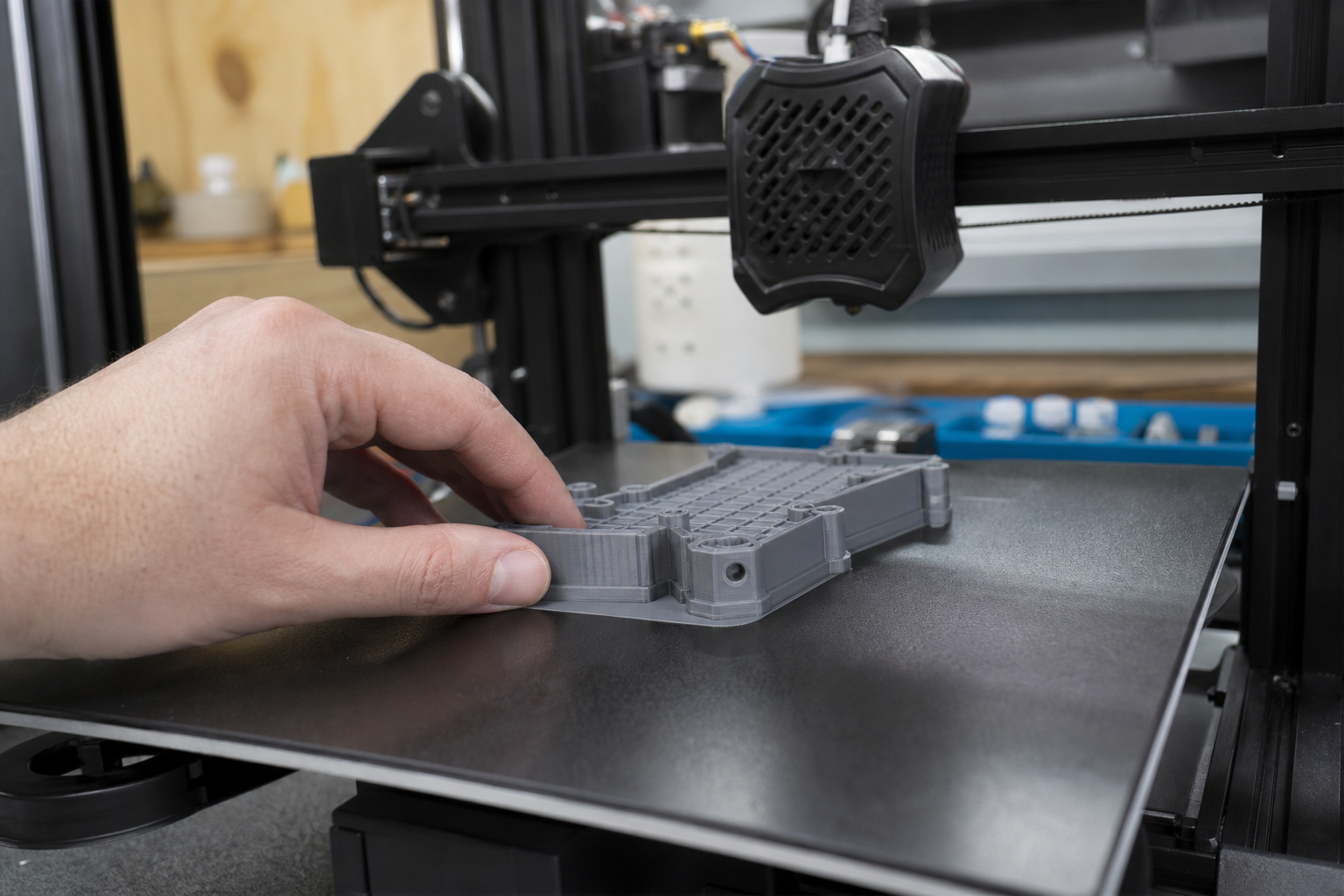
3D 프린터 플레이트는 첫 레이어 접착을 좌우하는 부품입니다. 노즐이나 온도만 바꿔도 해결되지 않는 실패는 플레이트 표면 상태를 먼저 봐야 합니다.
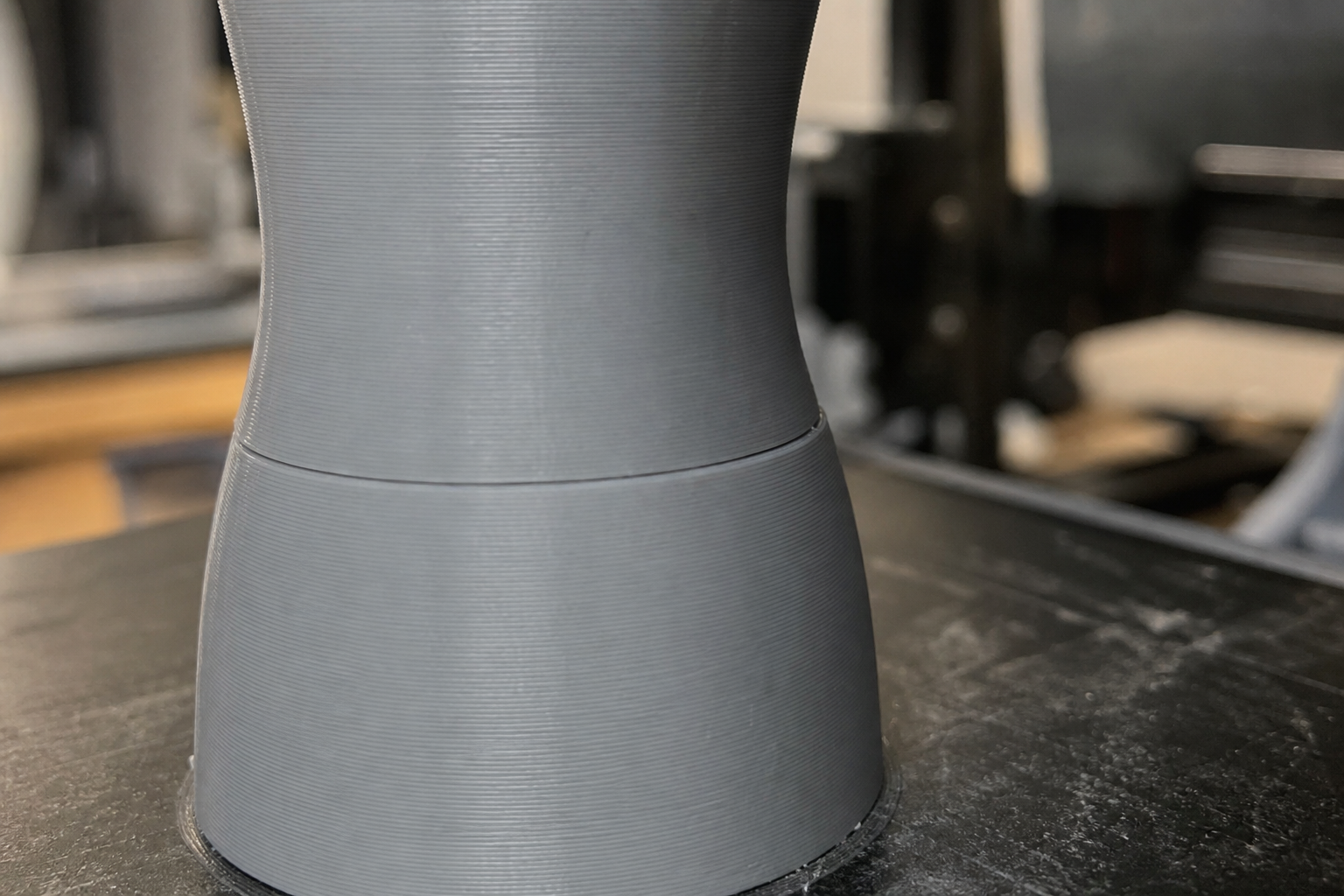
표면에 기름기, 먼지, 깊은 스크래치, 휨이 있으면 같은 설정에서도 접착이 흔들립니다. 재질별 청소와 출력물 제거 방식도 달라야 합니다.
| 첫 확인 | 위치 반복 |
|---|
현실 차이: 겉으로 비슷해도 결과가 달라지는 지점
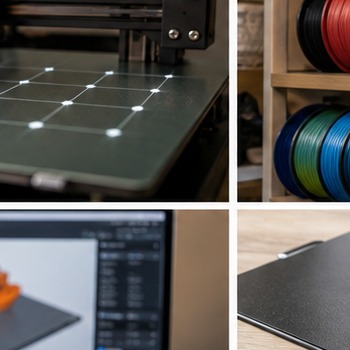
표면 재질
PEI, 텍스처, 스무스 표면은 접착과 제거 느낌이 다릅니다.
프린터 빌드 플레이트을 실제로 적용할 때는 재료별 권장 표면을 확인하세요. 표면 재질 항목에서는 첫 확인에서는 서로 다른 조건을 동시에 손대지 말고 첫 항목의 결과를 확인한 뒤 다음 항목을 조정하세요.
현실 관점에서 확인할 신호는 재질 구분입니다. 표면 재질 판단에서는 첫 확인에서는 눈에 보이는 변화와 숫자를 함께 남기면 광고 문구보다 자신의 결과를 우선해 판단할 수 있습니다.

표면 재질 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 재료별 권장 표면을 확인하세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 재질 구분 기준이 유지되는지 비교하세요. 첫 확인에서는 이 순서를 유지하면 조건이 달라져도 앞선 기록과 비교해 필요한 항목만 조정할 수 있습니다.
| 현실 확인 | 재질 구분 |
|---|
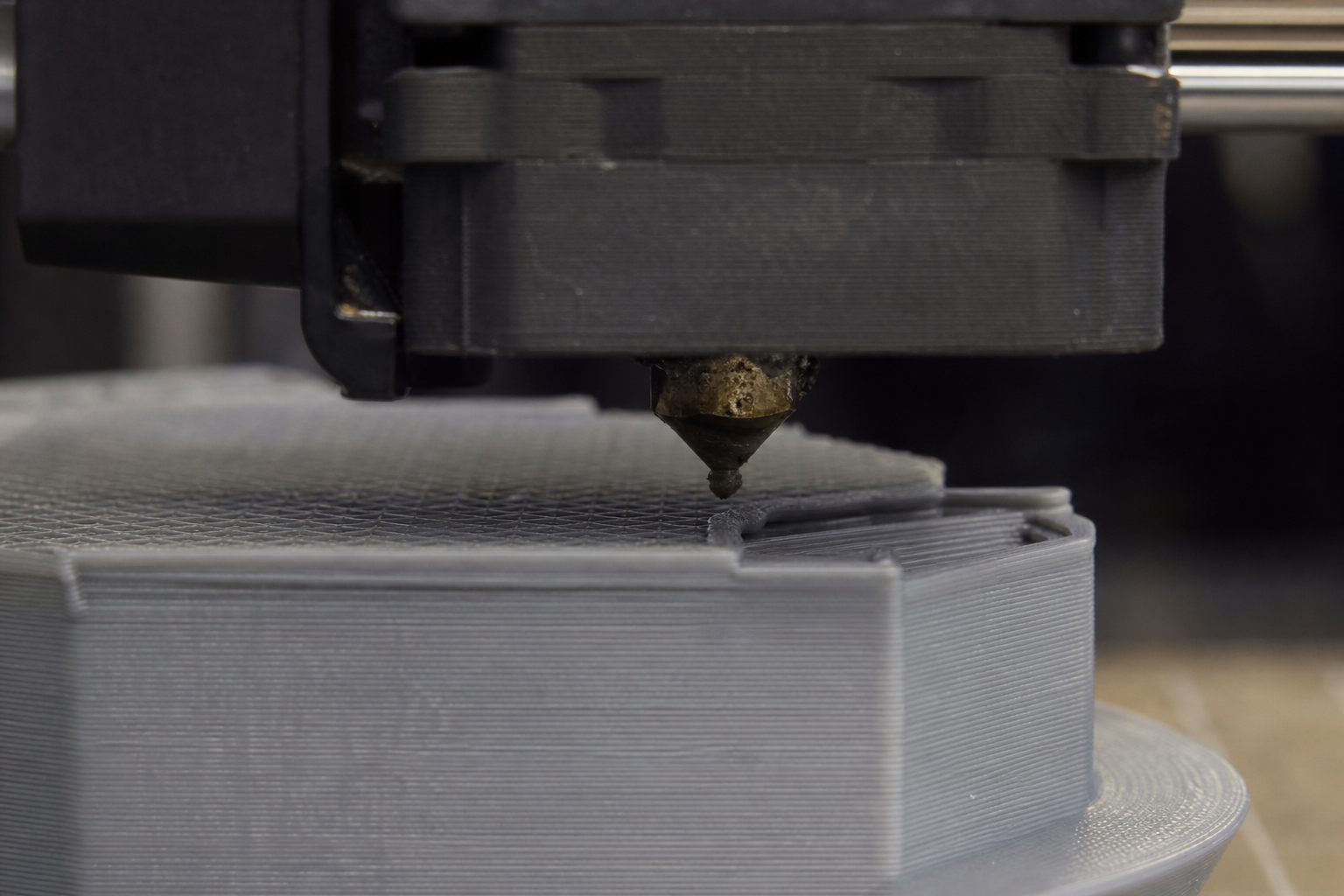
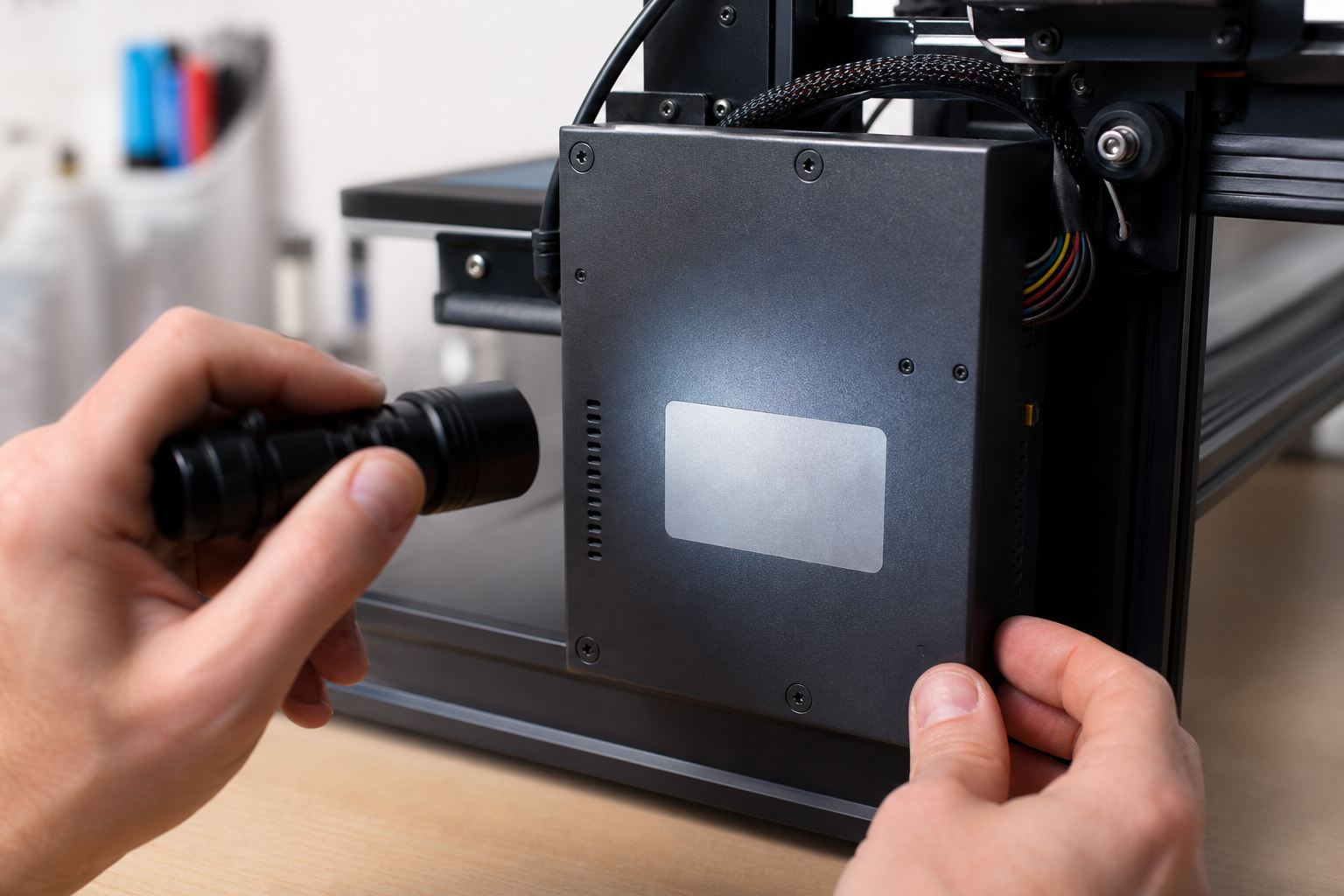
오염과 스크래치
손 기름과 잔여물이 쌓이면 첫 레이어가 들뜰 수 있습니다.
프린터 빌드 플레이트을 실제로 적용할 때는 청소 후에도 반복되면 표면 손상을 봅니다. 오염과 스크래치 항목에서는 첫 확인에서는 처음부터 완성값을 맞추려 하지 말고 작은 범위에서 확인한 뒤 필요한 만큼만 조정하는 편이 유리합니다.
현실 관점에서 확인할 신호는 표면 상태입니다. 오염과 스크래치 판단에서는 첫 확인에서는 좋고 나쁨만 적지 말고 관찰한 차이를 기록해야 다음번 비교가 정확해집니다.
오염과 스크래치 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 청소 후에도 반복되면 표면 손상을 봅니다. 그다음 결과가 달라졌는지 기록하고, 마지막으로 표면 상태 기준이 유지되는지 비교하세요. 첫 확인에서는 확인값을 순서대로 기록하면 제품이나 환경이 바뀌어도 같은 판단 기준을 다시 적용할 수 있습니다.
| 현실 확인 | 표면 상태 |
|---|
교체 시점
깊은 흠집이나 휨은 세팅 조정으로 해결되지 않을 수 있습니다.

프린터 빌드 플레이트을 실제로 적용할 때는 반복 실패 구역을 표시해 교체 판단에 쓰세요. 교체 시점 항목에서는 첫 확인에서는 확인 순서를 고정하고 바꾼 항목을 한 줄로 남기면 다음 실행에서 같은 실수를 줄일 수 있습니다.
현실 관점에서 확인할 신호는 반복 실패 위치입니다. 교체 시점 판단에서는 첫 확인에서는 판단 근거를 한 문장으로 남겨두면 다른 제품이나 환경에서도 기준이 흔들리지 않습니다.
교체 시점 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 반복 실패 구역을 표시해 교체 판단에 쓰세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 반복 실패 위치 기준이 유지되는지 비교하세요. 첫 확인에서는 이 과정을 반복하면 느낌에 의존하지 않고 관찰한 결과를 기준으로 다음 단계를 정할 수 있습니다.
| 현실 확인 | 반복 실패 위치 |
|---|
3D 프린터 플레이트 판단 기준 3가지
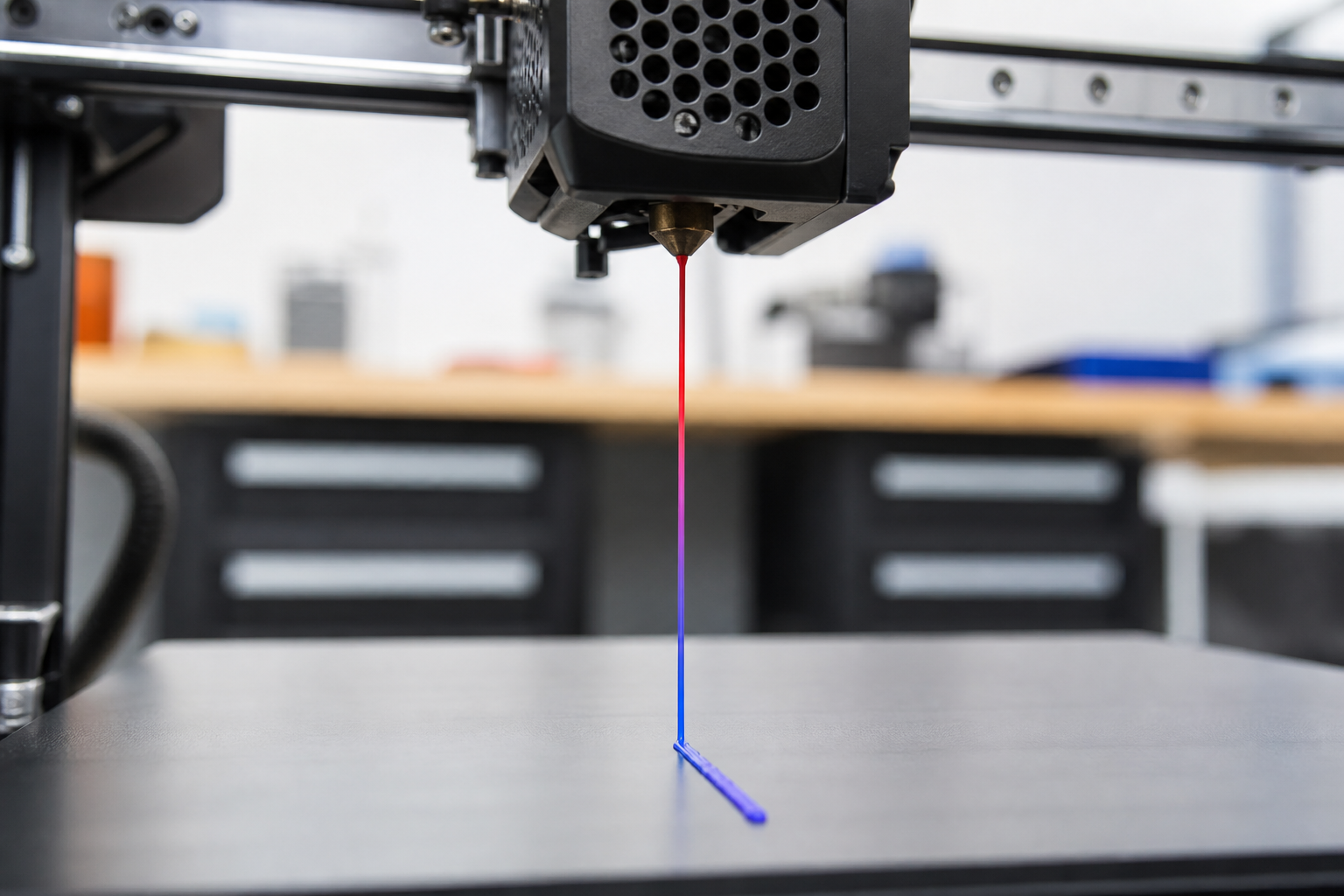
기준 1 · 접착 균일성
같은 모델에서 특정 위치만 들뜨는지 봅니다.
프린터 빌드 플레이트을 실제로 적용할 때는 한쪽 구역만 반복 실패하면 플레이트 상태를 의심하세요. 기준 1 · 접착 균일성 항목에서는 다음 항목에서는 처음부터 완성값을 맞추려 하지 말고 작은 범위에서 확인한 뒤 필요한 만큼만 조정하는 편이 유리합니다.
판단 관점에서 확인할 신호는 위치 반복입니다. 기준 1 · 접착 균일성 판단에서는 다음 항목에서는 좋고 나쁨만 적지 말고 관찰한 차이를 기록해야 다음번 비교가 정확해집니다.

기준 1 · 접착 균일성 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 한쪽 구역만 반복 실패하면 플레이트 상태를 의심하세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 위치 반복 기준이 유지되는지 비교하세요. 다음 항목에서는 확인값을 순서대로 기록하면 제품이나 환경이 바뀌어도 같은 판단 기준을 다시 적용할 수 있습니다.
| 판단 확인 | 위치 반복 |
|---|
기준 2 · 청소 반응
세척 후 접착이 회복되는지 확인합니다.
프린터 빌드 플레이트을 실제로 적용할 때는 회복되지 않으면 스크래치와 코팅 손상을 봅니다. 기준 2 · 청소 반응 항목에서는 첫 확인에서는 앞 단계의 값을 메모하고 한 요소씩 바꾸면 결과가 달라진 이유를 나중에도 찾을 수 있습니다.
판단 관점에서 확인할 신호는 청소 후 변화입니다. 기준 2 · 청소 반응 판단에서는 첫 확인에서는 확인 신호를 짧게 적어두면 다음 선택에서도 같은 기준을 다시 적용하기 쉽습니다.
기준 2 · 청소 반응 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 회복되지 않으면 스크래치와 코팅 손상을 봅니다. 그다음 결과가 달라졌는지 기록하고, 마지막으로 청소 후 변화 기준이 유지되는지 비교하세요. 첫 확인에서는 각 단계의 결과를 따로 남기면 다음 실행에서 무엇을 유지하고 무엇을 바꿀지 분명해집니다.
| 판단 확인 | 청소 후 변화 |
|---|

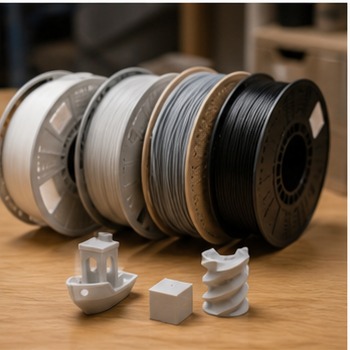
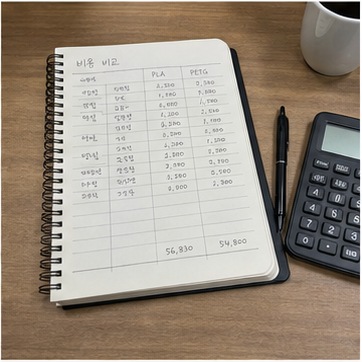
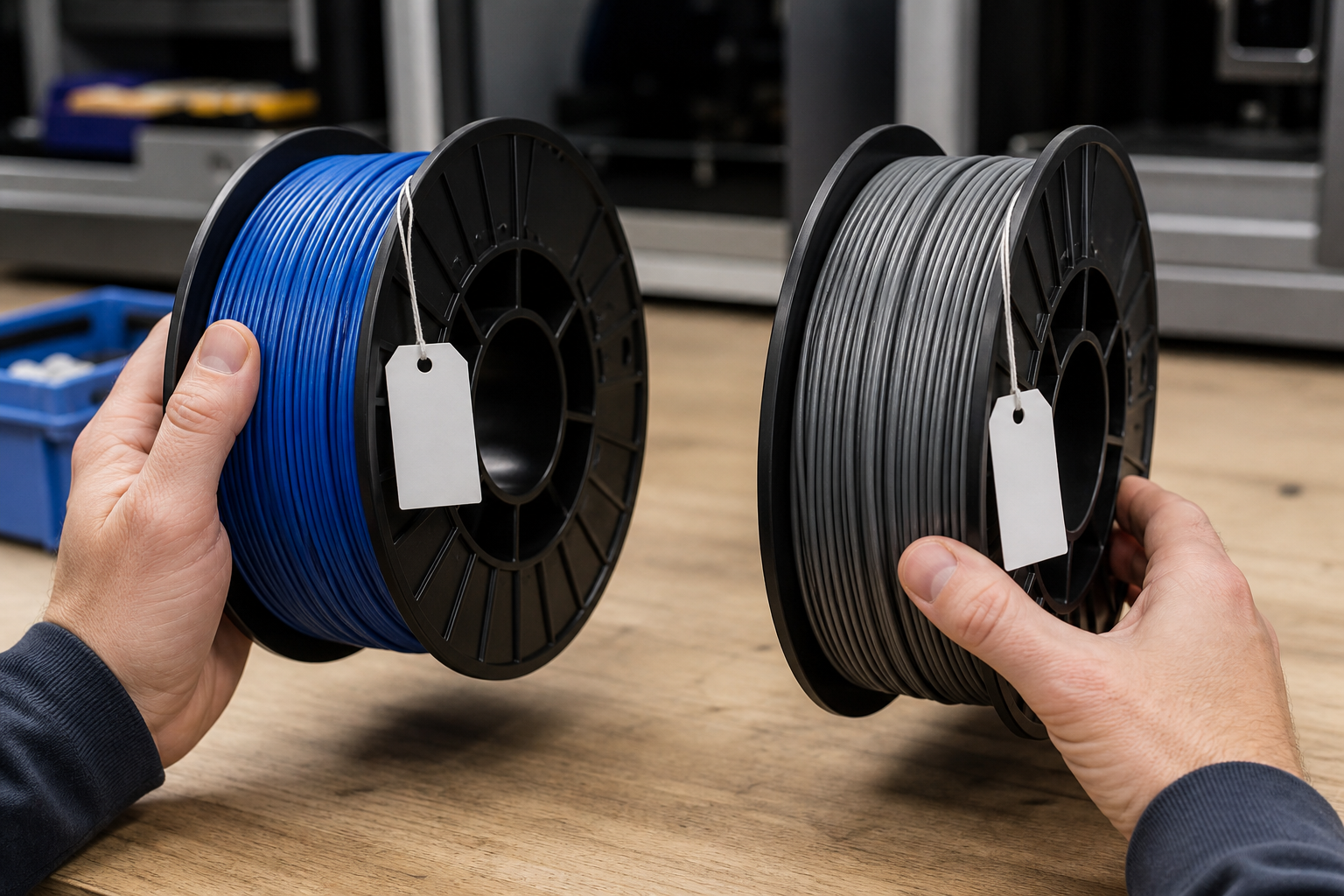
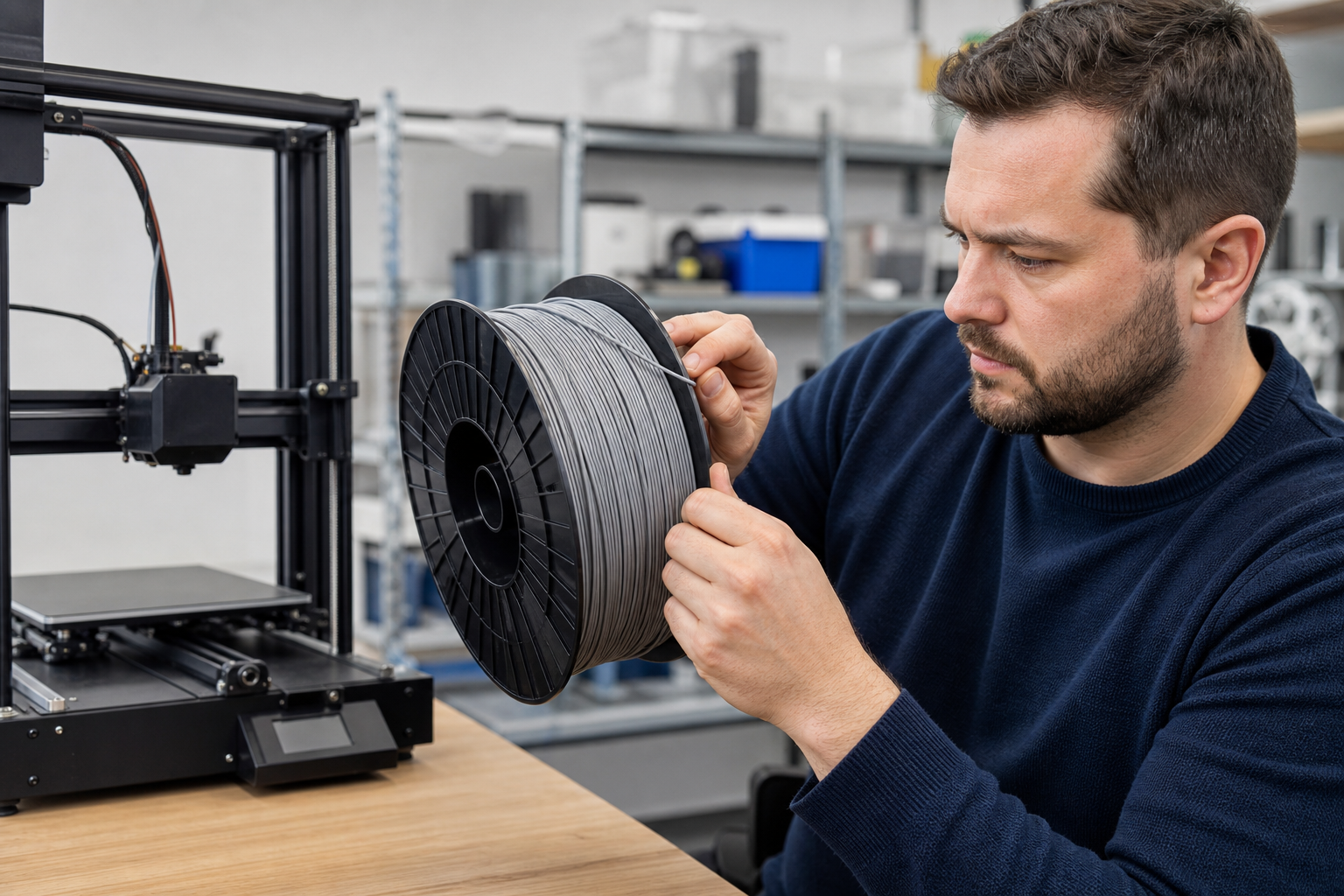
기준 3 · 재료 호환
PLA, PETG, ABS는 표면과 온도 조건이 다릅니다.
프린터 빌드 플레이트을 실제로 적용할 때는 재료별 권장 표면과 분리제를 확인하세요. 기준 3 · 재료 호환 항목에서는 다음 항목에서는 앞 단계의 값을 메모하고 한 요소씩 바꾸면 결과가 달라진 이유를 나중에도 찾을 수 있습니다.
판단 관점에서 확인할 신호는 재료별 조건입니다. 기준 3 · 재료 호환 판단에서는 다음 항목에서는 확인 신호를 짧게 적어두면 다음 선택에서도 같은 기준을 다시 적용하기 쉽습니다.
기준 3 · 재료 호환 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 재료별 권장 표면과 분리제를 확인하세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 재료별 조건 기준이 유지되는지 비교하세요. 다음 항목에서는 각 단계의 결과를 따로 남기면 다음 실행에서 무엇을 유지하고 무엇을 바꿀지 분명해집니다.
| 판단 확인 | 재료별 조건 |
|---|
| 확인 항목 | 권장 신호 | 피할 신호 |
|---|---|---|
| 기준 1 · 접착 균일성 | 위치 반복 | 같은 모델에서 특정 위치만 들뜨는지 봅니다. |
| 기준 2 · 청소 반응 | 청소 후 변화 | 세척 후 접착이 회복되는지 확인합니다. |
| 기준 3 · 재료 호환 | 재료별 조건 | PLA, PETG, ABS는 표면과 온도 조건이 다릅니다. |
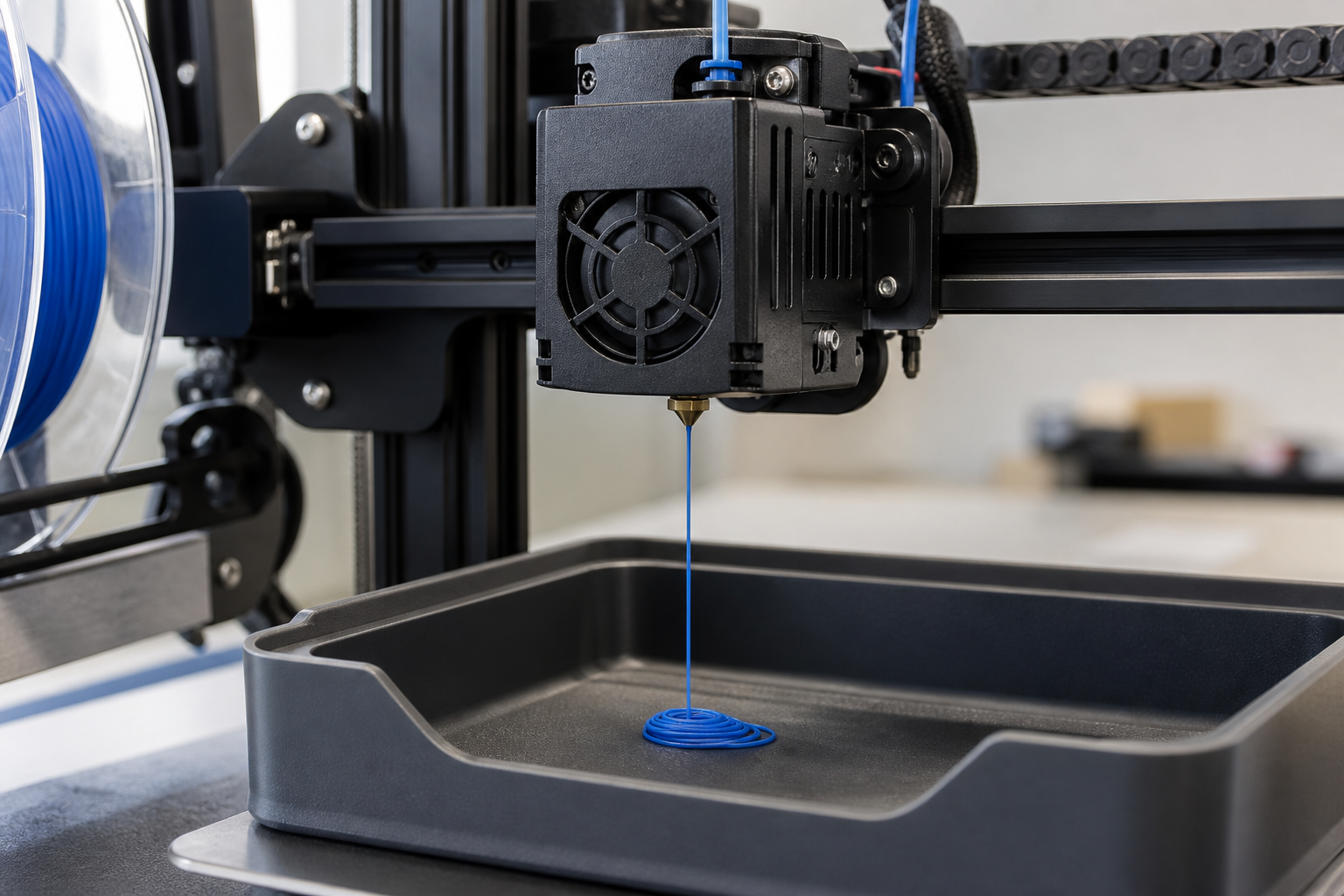
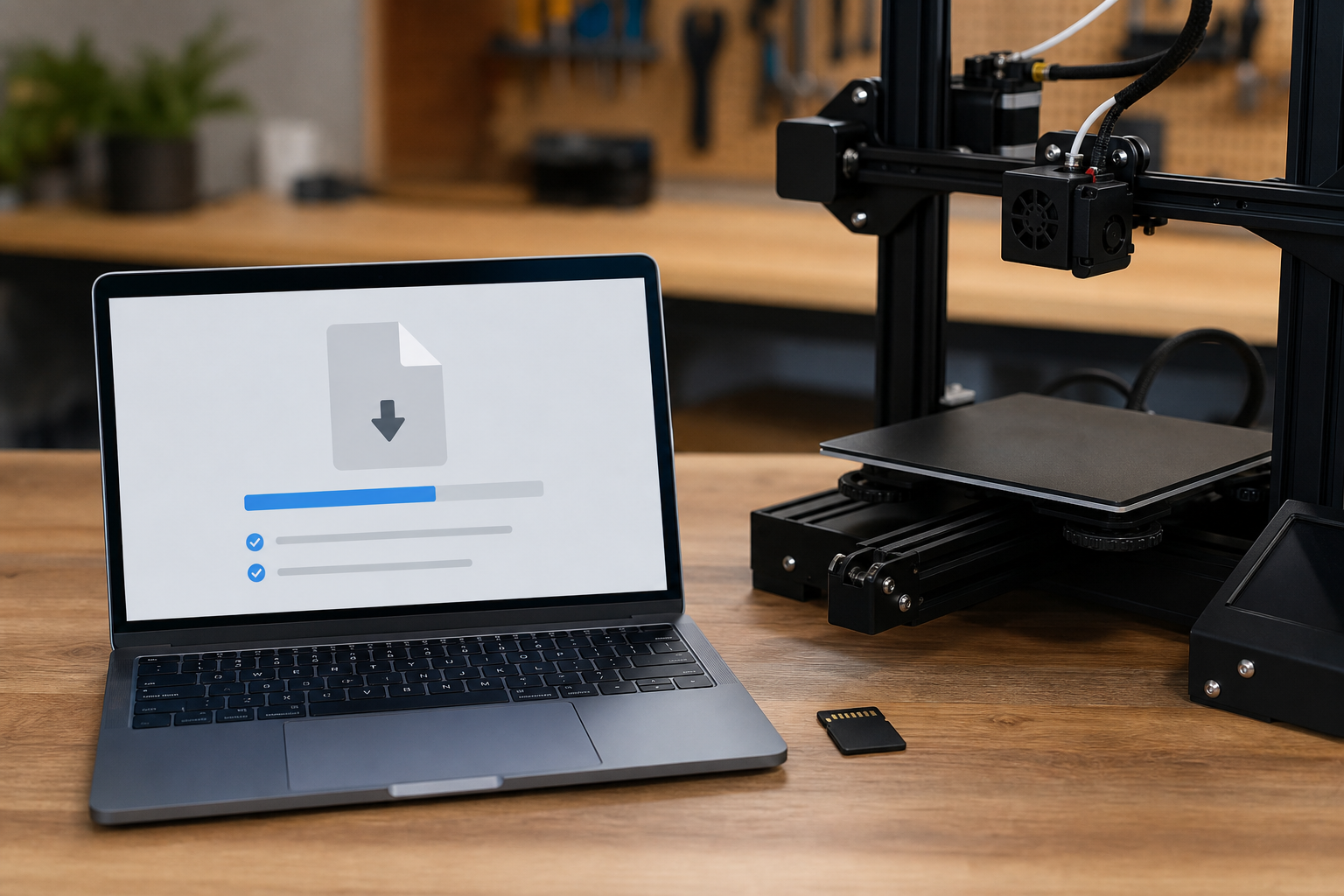
3D 프린터 플레이트 실행법 3단계
1단계 · 표면 기록
실패 위치와 표면 흠집을 사진으로 남깁니다.
프린터 빌드 플레이트을 실제로 적용할 때는 모델 방향을 바꿔 같은 위치 실패인지 확인하세요. 1단계 · 표면 기록 항목에서는 후속 점검에서는 앞 단계의 값을 메모하고 한 요소씩 바꾸면 결과가 달라진 이유를 나중에도 찾을 수 있습니다.
실행 관점에서 확인할 신호는 위치 기록입니다. 1단계 · 표면 기록 판단에서는 후속 점검에서는 확인 신호를 짧게 적어두면 다음 선택에서도 같은 기준을 다시 적용하기 쉽습니다.
1단계 · 표면 기록 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 모델 방향을 바꿔 같은 위치 실패인지 확인하세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 위치 기록 기준이 유지되는지 비교하세요. 후속 점검에서는 각 단계의 결과를 따로 남기면 다음 실행에서 무엇을 유지하고 무엇을 바꿀지 분명해집니다.
| 실행 확인 | 위치 기록 |
|---|
2단계 · 청소 테스트
권장 세척 방법으로 표면을 정리하고 작은 테스트를 출력합니다.
프린터 빌드 플레이트을 실제로 적용할 때는 온도보다 표면 회복 여부를 먼저 봅니다. 2단계 · 청소 테스트 항목에서는 다음 항목에서는 확인 순서를 고정하고 바꾼 항목을 한 줄로 남기면 다음 실행에서 같은 실수를 줄일 수 있습니다.
실행 관점에서 확인할 신호는 청소 반응입니다. 2단계 · 청소 테스트 판단에서는 다음 항목에서는 판단 근거를 한 문장으로 남겨두면 다른 제품이나 환경에서도 기준이 흔들리지 않습니다.

2단계 · 청소 테스트 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 온도보다 표면 회복 여부를 먼저 봅니다. 그다음 결과가 달라졌는지 기록하고, 마지막으로 청소 반응 기준이 유지되는지 비교하세요. 다음 항목에서는 이 과정을 반복하면 느낌에 의존하지 않고 관찰한 결과를 기준으로 다음 단계를 정할 수 있습니다.
| 실행 확인 | 청소 반응 |
|---|
3단계 · 교체 판단
휨, 깊은 흠집, 코팅 손상이 반복 실패와 겹치면 교체를 검토합니다.
프린터 빌드 플레이트을 실제로 적용할 때는 새 플레이트도 재료별 조건을 따로 기록하세요. 3단계 · 교체 판단 항목에서는 후속 점검에서는 처음부터 완성값을 맞추려 하지 말고 작은 범위에서 확인한 뒤 필요한 만큼만 조정하는 편이 유리합니다.
실행 관점에서 확인할 신호는 교체 기준입니다. 3단계 · 교체 판단 판단에서는 후속 점검에서는 좋고 나쁨만 적지 말고 관찰한 차이를 기록해야 다음번 비교가 정확해집니다.
3단계 · 교체 판단 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 새 플레이트도 재료별 조건을 따로 기록하세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 교체 기준 기준이 유지되는지 비교하세요. 후속 점검에서는 확인값을 순서대로 기록하면 제품이나 환경이 바뀌어도 같은 판단 기준을 다시 적용할 수 있습니다.
| 실행 확인 | 교체 기준 |
|---|

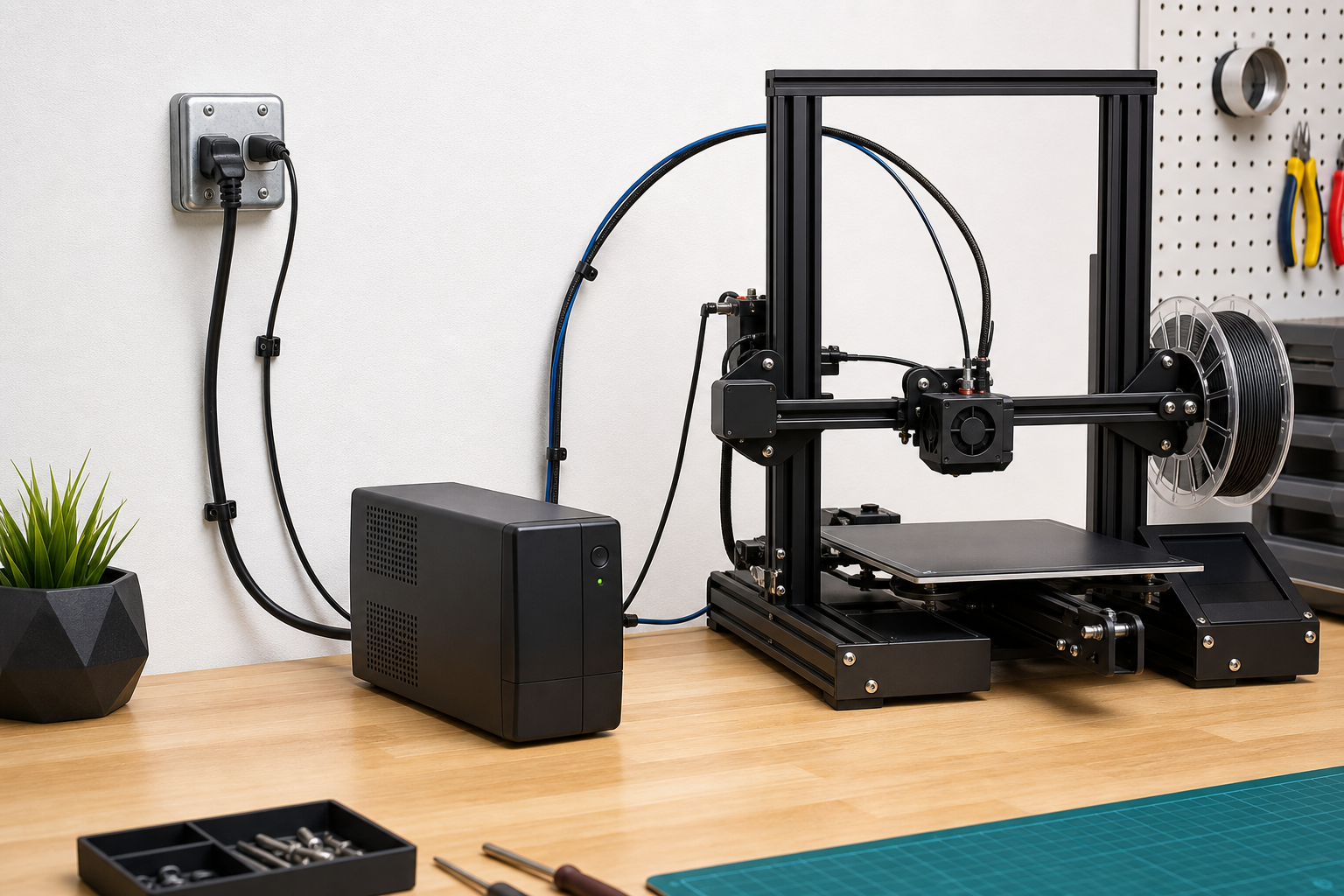
주의점: 잘못 적용하기 쉬운 부분
구매 전 확인과 사용 중 확인을 분리해서 보세요. 아래 항목이 맞지 않으면 양이나 속도를 늘리지 않는 편이 안전합니다.
- 금속 도구 과사용무리하게 긁으면 코팅 손상이 커질 수 있습니다.
- 재료별 조건 무시PETG 같은 재료는 표면에 강하게 붙어 손상 위험이 있습니다.
- 손으로 표면 만지기기름기가 접착 실패를 만들 수 있습니다.
- 온도만 계속 올리기표면 문제가 원인이면 온도 상승만으로 해결되지 않습니다.
- 교체 기록 없음언제부터 실패가 반복됐는지 모르면 원인 추적이 어렵습니다.
상황별 적용: 같은 기준을 다르게 쓰는 법
PLA가 자주 들뜰 때
청소와 첫 레이어 높이를 먼저 확인합니다.
프린터 빌드 플레이트을 실제로 적용할 때는 특정 위치 반복이면 표면 손상을 보세요. PLA가 자주 들뜰 때 항목에서는 다음 항목에서는 서로 다른 조건을 동시에 손대지 말고 첫 항목의 결과를 확인한 뒤 다음 항목을 조정하세요.
상황 관점에서 확인할 신호는 PLA 접착입니다. PLA가 자주 들뜰 때 판단에서는 다음 항목에서는 눈에 보이는 변화와 숫자를 함께 남기면 광고 문구보다 자신의 결과를 우선해 판단할 수 있습니다.
PLA가 자주 들뜰 때 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 특정 위치 반복이면 표면 손상을 보세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 PLA 접착 기준이 유지되는지 비교하세요. 다음 항목에서는 이 순서를 유지하면 조건이 달라져도 앞선 기록과 비교해 필요한 항목만 조정할 수 있습니다.

| 상황 확인 | PLA 접착 |
|---|
PETG가 너무 강하게 붙을 때
권장 표면과 분리제를 확인해야 합니다.
프린터 빌드 플레이트을 실제로 적용할 때는 무리하게 떼지 말고 식힌 뒤 제거하세요. PETG가 너무 강하게 붙을 때 항목에서는 후속 점검에서는 서로 다른 조건을 동시에 손대지 말고 첫 항목의 결과를 확인한 뒤 다음 항목을 조정하세요.
상황 관점에서 확인할 신호는 PETG 분리입니다. PETG가 너무 강하게 붙을 때 판단에서는 후속 점검에서는 눈에 보이는 변화와 숫자를 함께 남기면 광고 문구보다 자신의 결과를 우선해 판단할 수 있습니다.
PETG가 너무 강하게 붙을 때 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 무리하게 떼지 말고 식힌 뒤 제거하세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 PETG 분리 기준이 유지되는지 비교하세요. 후속 점검에서는 이 순서를 유지하면 조건이 달라져도 앞선 기록과 비교해 필요한 항목만 조정할 수 있습니다.
| 상황 확인 | PETG 분리 |
|---|
한쪽만 실패할 때
베드 레벨과 플레이트 휨을 같이 봅니다.
프린터 빌드 플레이트을 실제로 적용할 때는 모델 위치를 바꿔 재현성을 확인하세요. 한쪽만 실패할 때 항목에서는 첫 확인에서는 같은 조건으로 한 번 더 확인한 다음 다음 단계로 넘어가면 우연한 차이를 기준으로 착각하지 않게 됩니다.

상황 관점에서 확인할 신호는 구역 실패입니다. 한쪽만 실패할 때 판단에서는 첫 확인에서는 결과를 재현하려면 느낌보다 확인 시각과 조건을 함께 남기는 습관이 도움이 됩니다.
한쪽만 실패할 때 항목은 한 번 확인하고 끝내기보다 같은 조건에서 다시 살펴야 합니다. 먼저 모델 위치를 바꿔 재현성을 확인하세요. 그다음 결과가 달라졌는지 기록하고, 마지막으로 구역 실패 기준이 유지되는지 비교하세요. 첫 확인에서는 한 요소씩 확인한 기록은 다음 선택에서 불필요한 변경을 줄이고 재현성을 높여 줍니다.
| 상황 확인 | 구역 실패 |
|---|
근거를 읽는 방법과 확인 순서
3D 프린터 제조사 문서는 빌드 플레이트 재질별 청소와 재료 호환 조건을 안내합니다. 첫 레이어 문제는 온도, 레벨링, 표면 상태를 분리해 확인해야 원인 추적이 가능합니다.
수치 하나를 떼어 보기보다 측정 조건, 비교 대상, 적용 범위를 함께 읽어야 합니다. 판매 페이지의 짧은 문구보다 원자료와 제조사 안내, 공공기관 자료를 우선하면 판단 오류를 줄일 수 있습니다.
- Prusa Knowledge Base – 빌드 플레이트와 첫 레이어 관리 기준 확인
- Bambu Lab Wiki – 플레이트 종류와 재료별 사용 안내 확인
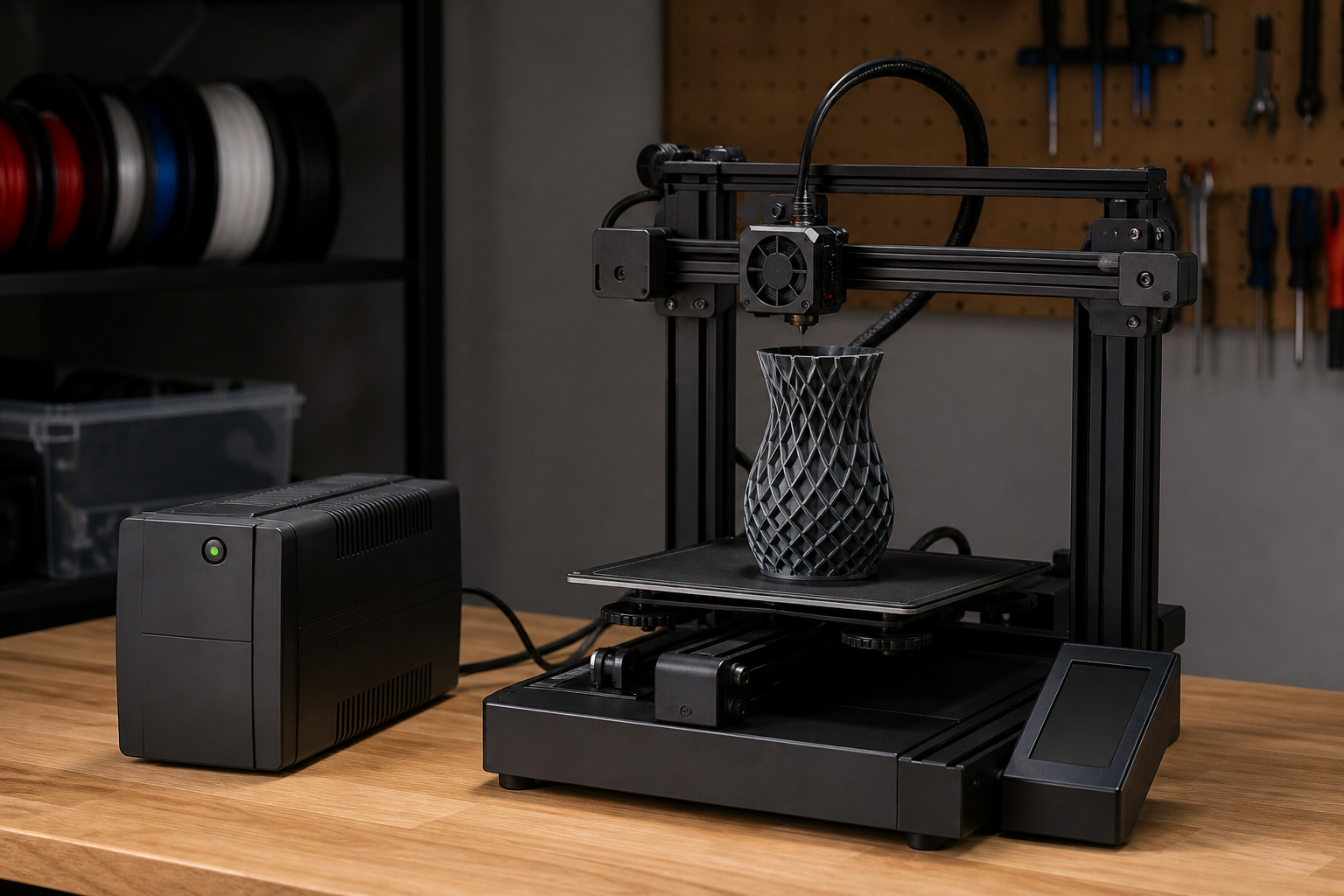
추천 상품 — 3d 프린터 구매 가이드
※ 이 포스팅은 쿠팡 파트너스 활동의 일환으로 수수료를 제공받습니다.
자주 묻는 질문
3D 프린터 플레이트는 언제 교체하나요?
깊은 흠집, 코팅 손상, 특정 위치 반복 실패가 청소 뒤에도 계속될 때 검토합니다.
알코올로 닦으면 충분한가요?
재질별 권장 방법이 다르므로 공식 안내를 우선해야 합니다.
PETG 출력 후 표면이 상했습니다
재료와 표면 조합이 맞지 않았을 수 있어 분리제와 권장 플레이트를 확인하세요.
첫 레이어 실패가 모두 플레이트 때문인가요?
아닙니다. 레벨링, 노즐 높이, 온도와 함께 분리해야 합니다.
스크래퍼를 써도 되나요?
가능하지만 코팅을 긁지 않도록 각도와 힘을 줄이는 것이 중요합니다.
마무리: 오늘 바로 적용할 순서
3D 프린터 플레이트 문제는 세팅을 많이 바꾸기 전에 표면 상태를 기록하는 것이 먼저입니다. 실패 위치와 청소 반응을 남기면 교체가 필요한지 훨씬 명확해집니다.
3D 프린터 플레이트은 한 문장으로 단정하기보다 확인할 항목을 순서대로 나누는 것이 핵심입니다. 첫 기록을 남기고 다음번 결과와 비교하면 구매, 사용, 보관에서 같은 실수를 반복할 가능성이 낮아집니다.